 Int'L Trading Co., Ltd.")
Eesti Keel
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


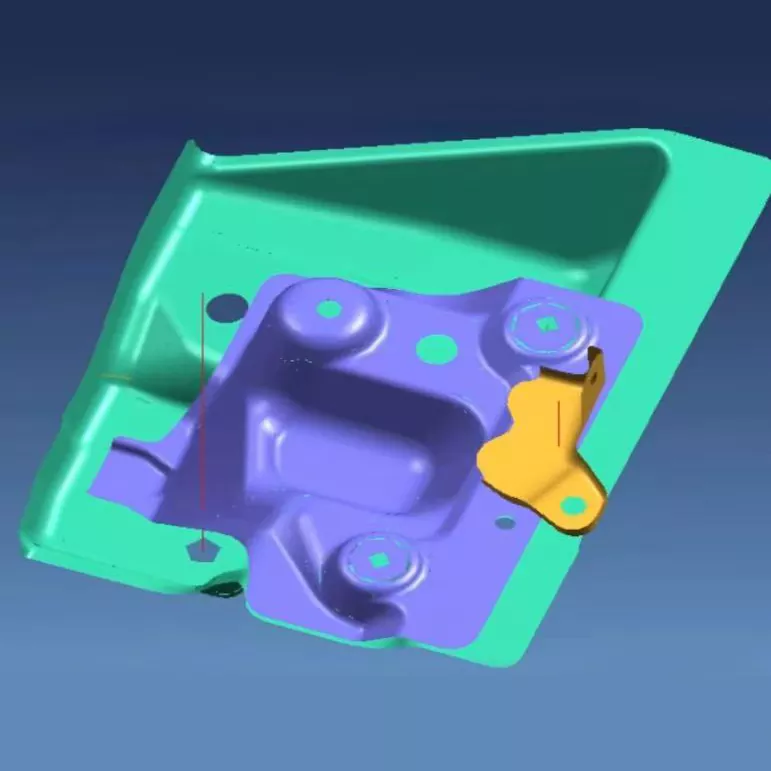
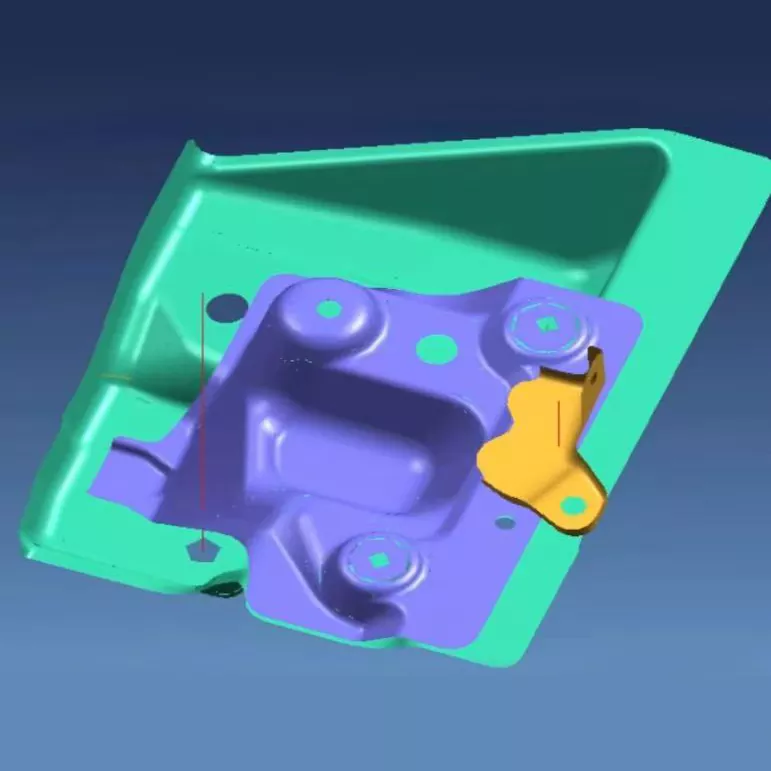
Autotööstuse väikeste kronsteinide stantsimisstantsid
SIKAIDA Automotive Small Bracket Stamping Dies on ülitäpsed tööriistaseadmed autokerede kriitiliste kandeklambrite masstootmiseks. Need integreerivad keeruka struktuuri moodustamise, aukude täppistöötluse ja multifunktsionaalse ühendussüsteemi, et tagada klambri jäikus ja positsioneerimise täpsus. Hiina professionaalse tootjana pakub SIKAIDA stabiilseid ja vastupidavaid põhiseadmeid ning teenindab ülemaailmseid autotootjaid usaldusväärse tarnijana. Kõik vormid on valmistatud oma täiustatud tehases vastavalt rahvusvahelistele standarditele.
Väikesed autoklambrid on kriitilised kandvad komponendid, mida kasutatakse sõlmede toetamiseks, positsioonide fikseerimiseks, konstruktsioonide ühendamiseks ja koormuse ülekandmiseks. SIKAIDA Automotive Small Bracket stantsimisvormid on spetsiaalselt loodud erinevate täppisklambrite jaoks, nagu mootorite ja vedrustuste jaoks, integreerides kompleksse toe ja aukude täpse positsioneerimise, et vastata autotööstuse rangetele nõuetele.
Toote põhiomadused
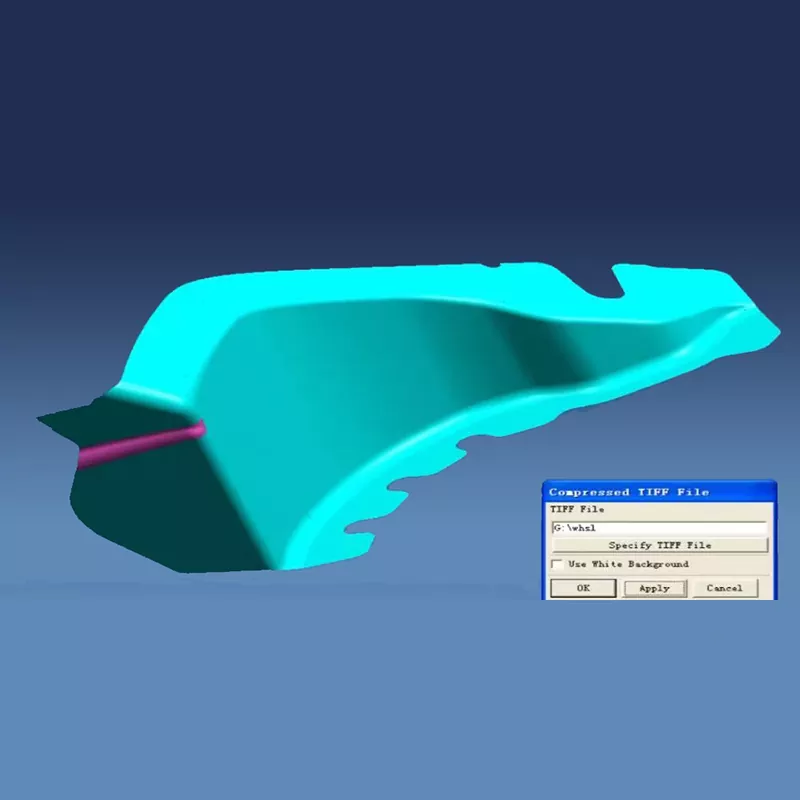
1. Kompleksse tugistruktuuri moodustamine
Vaatamata klambrite kompaktsele suurusele ja keerulisele struktuurile kontrollivad SIKAIDA valuvormid täpse simulatsiooni ja tagasilöögikompensatsiooni abil kriitilisi mõõtmeid ±0,1 mm piires, tagades tasapinnalisuse, aukude täpsuse ja konstruktsiooni jäikuse vastavad standarditele.
2. Kõrge tugevus ja kõrge jäikus
Automotive Small Bracket stantsimisvormide põhikomponendid kasutavad kõrge kõvadusega valuteraseid, nagu SKD11 ja Cr12MoV, saavutades pärast kuumtöötlust kõvaduse HRC 48–52. See võimaldab neil vastu pidada kõrgsageduslikele löögikoormustele ja nende kasutusiga ületab 500 000 tsüklit, tagades stabiilse kandevõime.
3. Multifunktsionaalne integreeritud disain
Mitme protsessi (nt stantsimine, painutamine ja mulgustamine) integreerimine ning mehhanismide, nagu liugplokid ja lämmastikvedrud, integreerimine võimaldab keeruka töötlemise ühe käiguga lõpule viia, parandades oluliselt tootmise efektiivsust ja toote kvaliteeti.
4. Täpsete aukude asukohad ja ühendussüsteem
Paigaldusava täpsus ulatub ±0,05 mm ja ava seina karedus Ra 0,8. Optimeeritud ääriku- ja neetimiskonstruktsioonid tagavad turvalise ja mittelõtva kronsteiniühenduse, tagades sõiduki pikaajalise usaldusväärse kasutamise.
5. Intelligentne pesastamine ja CAE optimeerimine
Kasutades pesastumise optimeerimiseks CAE tarkvara, nagu AutoForm, suurendatakse materjali kasutust üle 85%, vähendades tõhusalt vormimisdefekte ja vähendades praagi määra.
Kasutusalad
SIKAIDA Automotive Small Bracket stantsimisvormidel on lai kasutusala, mis hõlmab mootori, vedrustuse, armatuurlaua, istme, aku, ukse ja väljalaskesüsteemi sulgude tootmist.
Tootmisprotsess
1. Tootedisain ja CAE analüüs
Simulatsiooni loomine ja protsessi optimeerimine viiakse läbi CAE tarkvara abil, et tuvastada võimalikud defektid ja määrata optimaalne lahendus, tagades eduka vormi valmistamise.
2. Vormistruktuuri 3D-disain
Automotive Small Bracket stantsimisvormid kasutavad täielikku 3D-disaini tarkvara, nagu UG ja CATIA, et täpsustada õõnsusi, juhtsüsteeme ja muid komponente, tagades ratsionaalse vormistruktuuri ja hoolduse lihtsuse.
3. Materjali valik
Tööosad on valmistatud kõvast vormiterasest, näiteks SKD11, vormi alus on valmistatud 45 terasest kuumtöödeldud, standardosad kasutavad GCr15 laagriterast ja stantsimisosad kasutavad täpsuse ja vastupidavuse tagamiseks kiirterast või tsementeeritud karbiidi.
4. Täppistöötlus
Jämetöötlus võimaldab varusid ja täppistöötlus tagab täpsuse. Pinnatöötlused, nagu nitreerimine ja kõva kroomimine, suurendavad veelgi vormi kõvadust ja kulumiskindlust, tagades toote kvaliteedi.
5. Kokkupanek ja silumine
Pärast täpset kokkupanekut läbivad Automotive Small Bracket stantsimisvormid proovipressimise ja silumise. Esmaosaline kontroll ja partii katsetootmine kontrollivad vormi täpsust, stabiilsust ja töökindlust.
Korduma kippuvad küsimused
K1: Milliseid materjale kasutatakse tavaliselt autotööstuse väikeste kronsteinide stantsimisstantsides?
A1: Töötavates osades kasutatakse peamiselt kõrge kõvadusega vormiteraseid, nagu SKD11, Cr12MoV ja DC53. Vormi raamis on kasutatud konstruktsiooniteraseid nagu 45 teras ja Q235. Standardosad, nagu juhtsambad ja puksid, kasutavad laagriterast GCr15. Väga kuluvate piirkondade jaoks, nagu augud, kasutatakse mõnikord kõvasulamit või kiirterast, et tagada vormi tugevus, kõvadus ja vastupidavus.
Q2: Kui pikk on autotööstuse väikeste kronsteinivormide tootmistsükkel?
A2: sõltuvalt vormi keerukusest ja täpsusnõuetest on tootmistsükkel tavaliselt 10–18 nädalat. Lihtsate kronsteinivormide valmistamiseks kulub umbes 10 nädalat, keskmise keerukusega kronsteinivormide valmistamiseks 14 nädalat ja ülitäpse keerukusega kronsteini vormide valmistamiseks võib kuluda 18 nädalat või rohkem. Konkreetne tsükkel sõltub kronsteini struktuuri keerukusest, aukude täpsusnõuetest ja töötlemisprotsessi keerukusest.
Q3: Mis on autotööstuse väikeste kronsteini stantsimisvormide kasutusiga?
A3: tavalistes kasutus- ja hooldustingimustes võib väikeste kronsteini stantsimisvormide eluiga ulatuda üle 500 000 tsükli. Kvaliteetsete materjalide valiku, korraliku kuumtöötluse ja täppistöötluse tõttu võib mõne stantsi eluiga ulatuda 1 miljoni tsüklini. Toote kvaliteedi tagamiseks on vaja regulaarset hooldust ja väljavahetamist eriti kuluvate osade puhul, nagu stantsimine.
4. küsimus: kuidas tagada tembeldatud sulgude täpsus ja toimivus?
A4: CAE-analüüsi abil protsessi parameetrite optimeerimiseks, ülitäpsete juhtimissüsteemide kasutuselevõtuga, materjali tagasitõmbumise kontrollimise ning stantsi täpsuse korrapärase kontrollimise ja säilitamisega saab kronsteini mõõtmete täpsust kontrollida ±0,1 mm piires ja tugipinna tasasust võib ulatuda 0,05 mm/m. Samal ajal tagavad mõistlikud konstruktsioonid ja kuumtöötlusprotsessid, et kronsteinil on piisav tugijäikus ja ühendustugevus.
K5: Millised on kronsteini vormide tootmisprotsessi peamised kontrollpunktid?
A5: kronsteini vormide valmistamise peamised kontrollpunktid on järgmised: ① Täppis aukude töötlemine, et tagada paigaldusava täpsus; ② Toetage pinna töötlemist tasasuse ja sujuvuse tagamiseks; ③ Ühendusstruktuuri moodustamine ühenduse tugevuse tagamiseks; ④ kuumtöötlusprotsess kõvaduse ja sitkuse tagamiseks; ⑤ Kokkupanek ja silumine, et tagada vormi täpsus ja tööstabiilsus. Iga kontrollpunkt nõuab ranget kvaliteedikontrolli ja protsessi kontrolli.
Kuumad sildid: Autotööstuse väikeste kronsteinide stantsimisvormid, Hiina, tootja, tarnija, tehas
Saada päring
Kontaktinfo
-
Aadress
Fengze Two Avenue, Balitai tööstuspark, Jinnani piirkond, Tianjini linn, Hiina
-
Tel
-
E-post
Tere tulemast meie kodulehele! Kui soovite küsida meie toodete või hinnakirja kohta, jätke meile oma e-kiri ja me võtame teiega ühendust 24 tunni jooksul.











