 Int'L Trading Co., Ltd.")
Eesti Keel
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







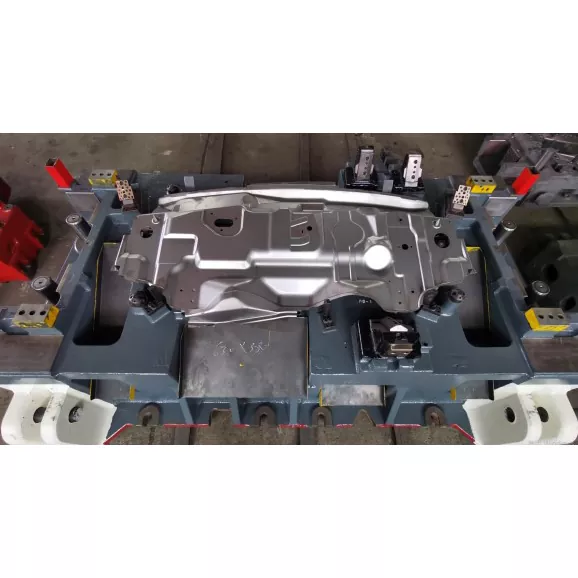
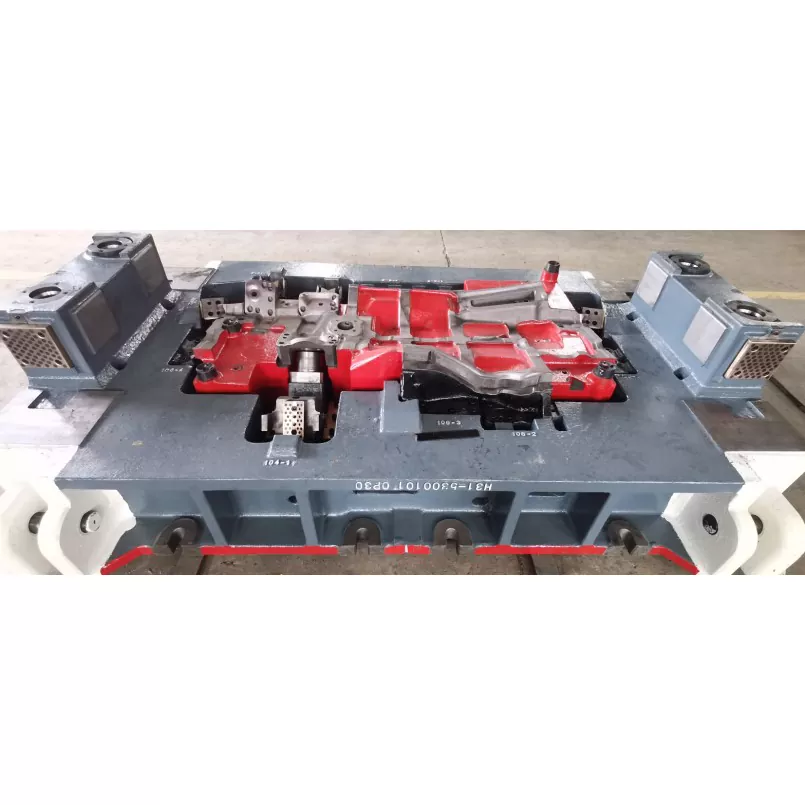
Autode esipaneeli koostu stantsimisstantsid
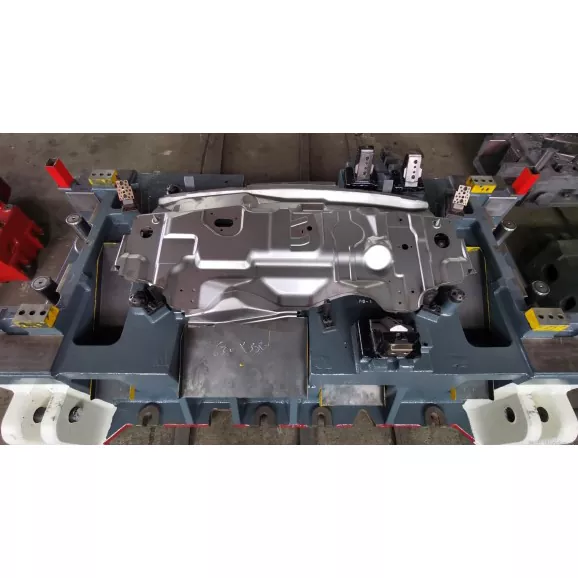
Auto esipaneeli koost on sõiduki kere põhiline kandekomponent, mis toetab olulisi komponente, nagu mootoriruum, ja talub kokkupõrkekoormust. Professionaalse autotööstuse stantsimisvormide tootjana keskendub SIKAIDA ülitäpsete mootorsõidukite esipaneeli koostu stantsimisvormide uurimisele, arendustegevusele ja tootmisele, integreerides mitmeid arenenud tehnoloogiaid, et tagada esipaneeli konstruktsiooni tugevus ja ohutus. SIKAIDA, mille peakontor asub Hiinas, on ülemaailmsete autotootjate usaldusväärne tarnija, kellel on täielik tootmis- ja kvaliteedikontrollisüsteem.
SIKAIDA Automotive esipaneeli montaaži stantsimisvormid on sõltumatult välja töötatud tipptasemel täppisseadmed, mis sobivad esipaneeli sõlmede masstootmiseks. Võttes arvesse esipaneeli koostu (suured kerepaneelid) keerulist struktuuri ja kõrgeid nõudeid, integreerib stants täiustatud tehnoloogiaid peamiste tootmisprobleemide lahendamiseks. Tehas on varustatud professionaalsete seadmete ja pühendunud meeskonnaga, et tagada stantside kvaliteedi vastavus standarditele.
Toote üksikasjad
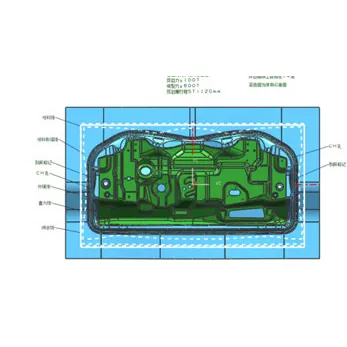
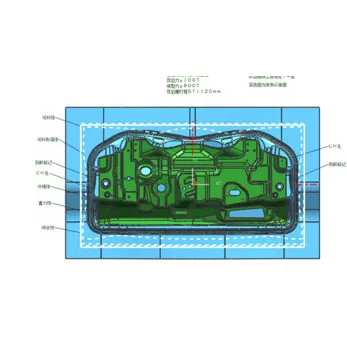
1. Suure korpuse paneeli struktuuri moodustamine
Materjali voolu ja venituse täpne juhtimine, võtme mõõtmete täpsus ±0,1 mm, tasasuse viga ≤0,15 mm/m; sügavtõmbealadel kasutatakse mitmekäigulist progressiivset vormimist, et vältida materjalidefekte ja parandada saagikust.
2. Kompleksne kõvera pinnavormimise tehnoloogia
Autode esipaneeli koostu stantsimisvormid kasutavad hüperboloidset vormimist ja reguleeritavat profiilistruktuuri. Koos CAE analüüsi ja protsessi optimeerimisega lahendab see probleeme nagu kortsumine ja pragunemine, saavutades pinna täpsuse ±0,05 mm piires, tagades ühilduvuse külgnevate komponentidega.
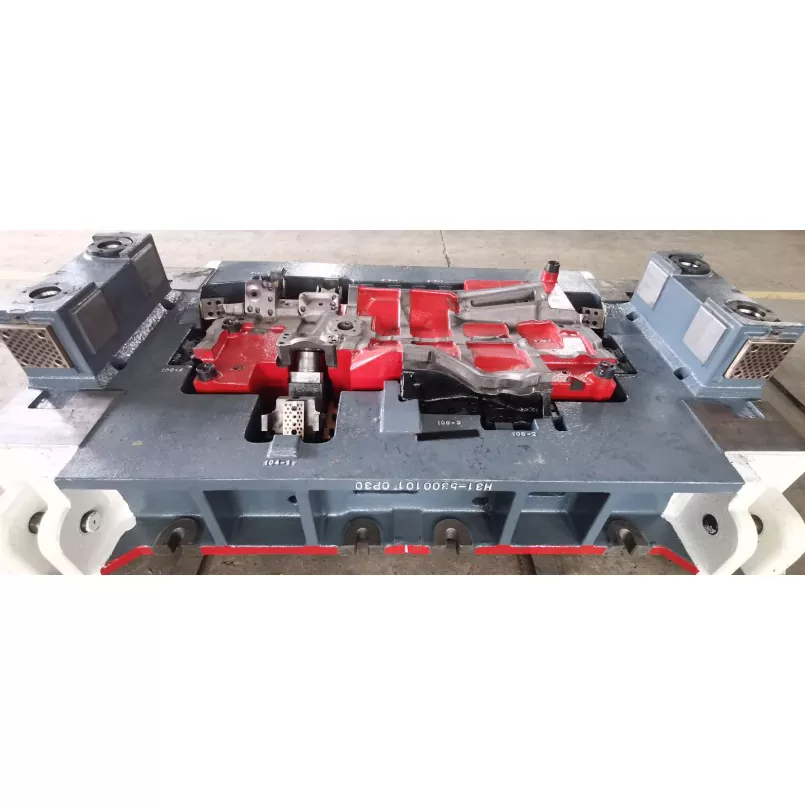
3. Integreeritud tugevdustala disain
Esipaneel ja tugevdustala on integreeritud split-cavity tehnoloogia abil, kohandudes ülitugevate materjalidega ja tagades armatuurtala geomeetrilise täpsuse (sirgesus ≤0,1mm/m, paralleelsus ≤0,15mm).
4. Mitmekomponentne integreeritud vormimine
Mitmed protsessid on integreeritud, viies mitme komponendi vormimise lõpule ühe tembeldamistoiminguga; Modulaarne disain ja kiire vormivahetus kohanduvad mitme spetsifikatsiooniga tootmisega, saavutades materjali kasutusmäära ≥80% ja parandades tootmise efektiivsust.
5. Kõrge täpsus ja ohutus
Kõrge täpsusega juhtimine ja rõhu tagasiside juhtimine tagavad kriitilise augu täpsuse ±0,05 mm piires; optimeeritud konstruktsioon tagab kokkupõrke ajal kavandatud deformatsiooni, tagades sõitjate ohutuse.
6. Intelligentne protsesside juhtimine ja optimeerimine
Autode esipaneeli koostu stantsimisstantsid kasutavad optimeeritud disaini jaoks CAE tarkvara, kasutades kolme ahelaga juhtimissüsteemi ja intelligentset jälgimissüsteemi, et jälgida vormimise olekut reaalajas, tagades toote stabiilse kvaliteedi.


Toote omadused ja rakendused
1. Reisisõidukid: tagab kere jäikuse ja kokkupõrkeohutuse, vastates välistele tihendusnõuetele;
2. Kommertssõidukid: talub tugevaid lööke, tagades konstruktsiooni töökindluse ja vastupidavuse;
3. Maasturid/Maasturid: kohandub suurte mootoriruumidega, suurendades esikaitset;
4. Elektrisõidukid: kohandub erinõuetega, nagu akud ja jahutuskanalid, võttes arvesse ka kerget disaini;
5. Võidusõiduautod/jõudlusautod: vastab aerodünaamilistele, kergekaalulistele ja kõrgetele jäikusnõuetele;
6. Veoautod/bussid: kohandub suurte sõidukitega, tagades kandevõime ja kokkupõrkeohutuse.
Tootmisprotsessi tutvustus
1. Toote disain ja analüüs
Professionaalset tarkvara kasutatakse vormitavuse analüüsiks ja protsesside optimeerimiseks, et määrata kindlaks optimaalsed parameetrid, tasakaalustada ohutust ja montaaži täpsust.
2. Hallituse struktuuri projekteerimine
Täielik 3D-disain, modulaarne struktuur, lihtne hooldus, kohandatav automatiseeritud tootmiseks ja robottööks.
3. Materjali valik ja ettevalmistamine
- Tööosad: valitud on kõrge kõvadusega vormiteras, mille süvatõmbealadel kasutatakse spetsiaalset sulamit;
- Vormi alus/standardosad: tugevuse ja täpsuse tagamiseks on valitud kvaliteetne teras;
- Pinnatöötlus: nitreerimine, kõva kroomimine jne hõõrdumise ja adhesiooni vähendamiseks.
4. Täppistöötlusprotsess
Jämetöötlus võimaldab viimistlustöötlemisvaru. Viimistlemisel kasutatakse tipptasemel seadmeid, saavutades pinnakareduse Ra0,2, ava asukoha täpsuse ±0,01mm ja kõvaduse ≥HV950 pärast pinnatugevdamist.
5. Kokkupanek ja silumine
Täpne kokkupanek, masinas parameetrite silumine, esmane kontroll ja partiiproovide tootmine tagavad vormi stabiilsuse ja töökindluse.
Arengutrendid
1. Kerge ja kõrge tugevus: Uute materjalidega kohanemine ja täiustatud protsesside kasutamine, kerge ja ohutuse tasakaalustamine;
2. Täpsuse ja ohutuse optimeerimine: arendamine mikronitaseme täpsuse suunas, võrgutuvastuse ja kokkupõrke optimeerimise tugevdamine;
3. Paindlik tootmine: kiire vormivahetus (≤15 minutit), kohandatav mitmete sortide väikesepartiiliseks tootmiseks;
4. Digitaalne silumine: digitaalsete kaksikute kombineerimine, et lühendada arendustsükleid rohkem kui 30% võrra;
5. Roheline tootmine: keskkonnasõbralik ja energiasäästlik, kohandub uute energiasõidukite vajadustega.
Korduma kippuvad küsimused
K1: Milliseid materjale kasutatakse tavaliselt autode esipaneeli koostu stantsimisstantsides?
A1: Töötavates osades kasutatakse peamiselt kõrge kõvadusega vormiteraseid, nagu SKD11, Cr12MoV ja DC53. Sügavtõmbevormimisosade ja tugevdavate talade moodustamise alade jaoks kasutatakse pulbermetallurgia kiirterast või tsementeeritud karbiidi. Vormi raamis on kasutatud konstruktsiooniteraseid, nagu teras 45 ja Q235, ning standardosad, nagu juhtsambad ja juhthülsid, kasutavad laagriterast GCr15. Väga nõudlike kõverate vormimispindade puhul kasutatakse mõnikord keraamilisi või teemantkattematerjale, et tagada vormi kulumiskindlus ja kasutusiga.
Q2: Kui pikk on autode esipaneelide montaaživormide tootmistsükkel?
A2: Sõltuvalt esipaneelide komplekti keerukusest ja täpsusnõuetest on tootmistsükkel tavaliselt 16–24 nädalat. Tavaliste esipaneelide montaaživormide jaoks kulub umbes 16 nädalat, keerukate kumerate esipaneelide kokkupanemise vormide puhul 20 nädalat ja ülisuurte või kergete esipaneelide montaaživormide puhul võib kuluda rohkem kui 24 nädalat. Konkreetne tsükkel sõltub esipaneeli struktuuri keerukusest, kõvera pinna moodustamise raskusest ja kokkupõrkeohutusnõuetest.
Q3: Mis on vormide kasutusiga?
A3: tavalistes kasutus- ja hooldustingimustes võib esipaneeli koostu stantsimisvormide eluiga ulatuda üle 300 000 tsükli. Kvaliteetsete materjalide valiku, korraliku kuumtöötluse ja täppistöötluse tõttu võib mõne vormi eluiga ulatuda 500 000 tsüklini. Suure kulumisega alad, nagu sügavtõmmatud vormimisalad, tugevdavad tala moodustavad pinnad ja kumerad pinnad, vajavad regulaarset hooldust ja väljavahetamist, et tagada toote kvaliteet ja vormi stabiilsus.
Q4: Kuidas on tagatud esipaneeli sõlme täpsus ja ohutus?
A4: optimeerides vormimisprotsessi parameetreid CAE analüüsi abil, kasutades ülitäpset juhtimissüsteemi, kontrollides materjali tagasitõmbumist ja paksuse jaotust ning kontrollides ja säilitades korrapäraselt vormi täpsust, saab esipaneeli koostu mõõtmete täpsust reguleerida ±0,1 mm piires ja paarituspindade tasasust kuni 0,15 mm/mm. Samal ajal tagab mõistlik konstruktsiooniprojekt ja kuumtöötlusprotsess esipaneeli koostu piisava konstruktsioonitugevuse ja kokkupõrkeohutusvõime.
K5: Millised on autode esipaneeli koostu stantsimisvormide tootmisprotsessi peamised kontrollpunktid?
A5: Esipaneeli montaaživormide valmistamise peamised kontrollpunktid on järgmised: ① Suurte kattepindade profiilide täpne töötlemine, et tagada tasapinnalisus ja pinna täpsus; ② Tala konstruktsioonide vormimiskvaliteedi tugevdamine, et tagada asend ja tugevus; ③ Keeruliste kõverate pindade materjalivoolu juhtimine, et vältida defektide tekkimist; ④ paigaldusaukude täppistöötlus, et tagada montaaži täpsus; ⑤ Kuumtöötlusprotsess kõvaduse ja sitkuse tagamiseks. Iga kontrollpunkt nõuab ranget kvaliteedikontrolli ja protsesside kontrolli, eriti suure katte moodustamise ja keeruliste kõverate pinnastruktuuride täpset kontrolli.
Kuumad sildid: Autode esipaneeli montaaži stantsimisstantsid, Hiina, tootja, tarnija, tehas
Saada päring
Kontaktinfo
-
Aadress
Fengze Two Avenue, Balitai tööstuspark, Jinnani piirkond, Tianjini linn, Hiina
-
Tel
-
E-post
Tere tulemast meie kodulehele! Kui soovite küsida meie toodete või hinnakirja kohta, jätke meile oma e-kiri ja me võtame teiega ühendust 24 tunni jooksul.











